�o�p䓹���ʹ��Ҫ��,�x�����_�ğ�̎����ˇ
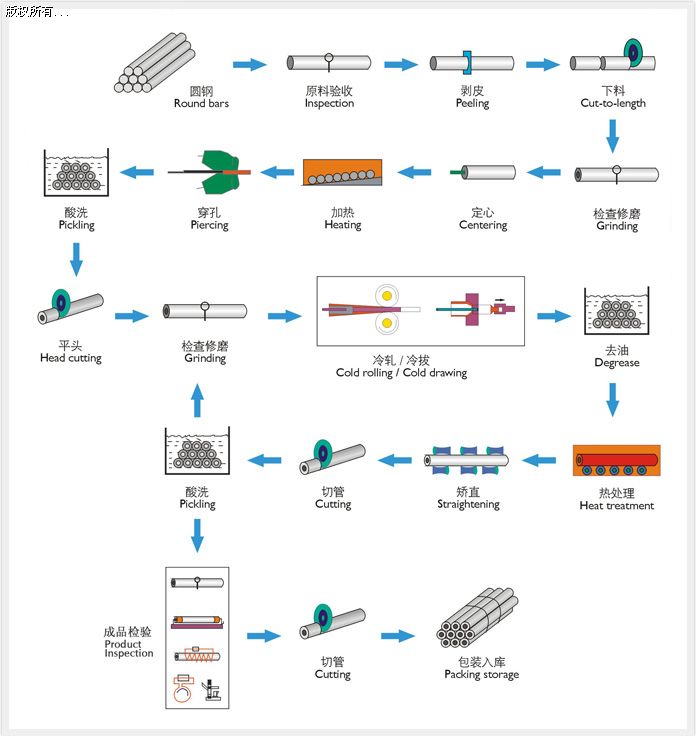
�o�p䓹����a��ˇ���̈D
�o�p䓹ܵķN��࣬��һ��o�p䓹ܣ��S�ܡ��ܡ��P�ܡ��h���C������ )��_���ߡ����ߣ����ݼy���ߵȣ���ģ�ߡ����ߵȣ�����Եķ��� ��Ƽa����Ҳ�кܴ�IJ.������x�ßo�p䓹ܺ������ğ�̎�����g 4__h�����������OӋҪ�����ӆ���x��ֹ�_�������ğ�̎����ˇ .Р���Դˁ�M��o�p䓹ܵĹ�����Ҫ��
��1�����ڏ���Ҫ�ߵğo�p䓹ܣ��ɲ���̼����M������̎ �����T䓟o�p䓹��M������̎���DZ乤ˇ������Ҫ���^ I:��S:���þC�����W���ܵğo�p䓹ܣ����x����̼�Y��䓻���̼�Ͻ�Y�M���{�|̎����
��2����@���^�õ������ӹ����ܣ��Լ��^�õı���ֲڶȣ�̼ .1���Ͻߟo�p䓹ܑ��M���˻�����˻𣻺Ͻ�Y����M������̎ ���������ٹ���䓑��x���{�|̎������Q�鲻��ȫ����W���� �ȣ���
��3�������M�д���Լ������𣨻����̎����������׃�εğo�p䓹ܣ�ͨ�������{�|̎�������A���̎����������w�ď��ȣ��� ���m�ӹ��ṩ���õı��ϣ�����Ҳ���ڴּӹ����뾫�ӹ������M�������ȥ���ӹ�����̎�����Ɍ��p��׃�ξ������õ�Ч����
��4���o�p䓹������N��r��.���x���M�����w�ӟ�̎����
��Ҫ������^�ߵ���ĥ�Ժߵď��ȣ����������حľҪ�� �M�д��͵͜ػػ�̎�����ԝM�����OӋҪ��
�ڌ����S��䓡�̼�ع���䓺ͺϽ�䓵ȣ�һ��Ҫ����� �иߵ���ĥ�Ժ͏��ȣ���̎�����Ӳ����59HRC���ϵğo�p䓹ܣ�
�ۏ���䓣�������������κ�ػ����⡵�����w�M�д� ��+�Мػػ�̎����Ӳ����42〜48HRC;����ԓ������ď��ɿ� �^����A�ֲ����c������Ӳ���Dz���ͬ��.���քe�M�мӟ�ͻػ� ̎����
�܌��ھֲ���Ӳ�����y����������S���N�ӡ���ñ���M���� �w��̎��.����Ҫ������Ӳ�ğo�p䓹ܣ����h�Ğ����w��̎�������� �ס��ݗU���X݆�S�ͽY���ӵȣ�
���ڱ��������y��������似�gҪ���|�����y���_��. ���ס����ڡ��Π���s������Ӳ�Ȳ�����ğo�p䓹ܣ��������w��̎����
��5�����ڃH�������湤��.��һ����Ӳ�Ⱥ͏���Ҫ������. ������}ԡ�ֲ����̎��.����������ٵ��������^������NШ �F�ȣ�
��6���H�������^�{����ĥ�Ժ͏���Ҫ���Π���s����������ñ�����•Ӳ���������1.2mm���ϣ���C���S���׃���A ���桢�C����܉�ȡ������ھֲ����^�ߵ���ĥ�Ժ͏���Ҫ���Π� ���s���IJ�����Ҫ�ߵ�������t���ñ���ֲ����̎����
��7�����ڸ߾��ȡ�����ĥ�Ժߵď���Ҫ���������ɲ��ÝB̼��̼�����B���M�д��+�͜ػػ�̎�������еȏ��ȵ��X݆���� fr�����S���ȡ����ڸ߾��ȡ��{��ĥ�ԡ��ߏ��ȶ��d���^�p���X 늡��ݗU�����S���ȣ����M�НB����̼���B̎�������ھ���
�d���p���Π���s�������׃�ε����.�绨�I����ֲ��P .���M�НB��̎����
��8�����ھ��ܟo�p䓹ܣ��ڴּӹ����M�г������˻�̎�������� ˣ��Ӳ�ȴ���60HRC���S��䓺ͺϽ�����������S���z�ܺ��� ��܉�ȣ��������w���ʮ��̎����ˇ�������ڟ�̎�����ĥ����� ��ĥ�ӹ��^���У����M��һ�λ��ε͜صĕrЧ̎����
��9�������T䓟o�p䓹ּܴӹ����M�ЕrЧ̎���������Џ���Ҫ��ĺ� I�����M�иߜػػ�
��10�����ڙC���˜ʼ����i�o��ĸ�ȣ����M�б���l�{���l�� ����\̎����
��11�� �����T�����~�ڴּӹ����M�ДUɢ�˻�̎�����T���{ ����t�ּӹ����M�ЕrЧ̎����
|